-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 7
7
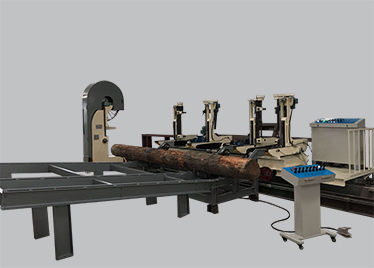
跑车带锯机给大家介绍下卧式带锯机锯条厚度不均的影响
木工带锯机带锯条厚度不均匀的原因是,由于研磨的不够或者锯条的硬度不均匀所致,因为硬度较大的部位研磨比较困难。这种缺陷会使锯条在工作中发生震动,锯路弯曲,锯切面粗糙和增加切削功率,特别是在高速运转的机械锯上,由于离心力的影响还会引起不平衡的危险结果,所以在机械锯中对于厚度的均一性应有严格的标准要求。带锯条厚0.9-1.25毫米,宽度在150毫米以下,则厚度容许偏差为±0.04~0.06毫米。由于钢带成型技术的条件所限,通常是中间部分较两侧为厚,因此带锯条的中厚也是很难避免的。一般锯条后0.9-1.25毫米,因此厚度容许范围0.025~0.030毫米。
这个原因有很多额,焊接处断还是背部开裂或者刃部裂
锯条锻除了锯条本身愿因以外,主要是是锯条受力过大:
受力分两种,一是拉伸涨紧力,比方涨紧过大,或者进给过猛。
二是侧向力,导向,排屑,锯条夹紧,锯条本身扭转等都容易产生侧向力,导向你调过,留有0.5mm的间隙,不知你的锯条是什么规格。锯条两边要留有间隙
主要特点(Features):
1、采用PLC人机镜面,步进(伺服)电机控制,变频调速进给,自动化程度高。
1.This machine use PLC man-machine mirror withhigh stability motor control. It adopt frequency controlfeed, high degree of automation.
2、机床应用直线导轨运行,提高锯切精度,达到0.2mm--0.5mm之间。
2. Application of line guide rail machine tool opera-tions, it improves sawing accuracy to 0.2mm 0.5mmbetween.
3、锯切原木直径为≤φ 700mm,长度≤4000mm。
3.Sawing logs in diameter< $ 1600mm, length <8000mm.
4、应用广泛,适用于木材、纤维、各类合成材料等的锯切。
4. Widely used for wood, fiber, various types of syntheticmaterials such as sawing.
5、安装方便,操作简单,生产效率高。
5.Easy installation, simple operation and high productivity.
带锯机使用久了,锯条会有磨损,需要更换新锯条,旧锯条要修磨才能达到提高生产效率的目的。更换锯条首先打开上下位置的护门,并将滑板固定螺钉松开,转动升降手轮,将上锯轮降下来,这时锯条就松动了,将旧锯条拿下来,并套上新锯条到上下锯轮上,这里一定要注意锯齿的方向不要套反了。锯条套上后转动升降手轮张紧锯条,转动上锯轮检查锯齿是否全部露在锯轮外侧,如果位置不合适要适当调整,直到锯齿露出轮缘,这样锯条就更换完成,安装方法类似,注意在安装过程中不要被锯齿伤到。
以上就是安装或更换锯条的方法,木工带锯机是一种常用的原木开料机器,可以对原木纵剖、板剖,它的工作原理是通过环状无端锯条绕在两个锯轮上连续转动达到锯切木材的目的。
下面跑车带锯机厂家给大家介绍下带锯机自动送料方式,先将木工带锯机脚架平稳放在带锯机地基上。
带锯轮是木工带锯机的主要组成部分,上下锯轮必须调整在一个垂直平面上。锯轮外径边缘应垂直于机座锯口中心。下锯轮是通过悬吊式轴承支架上的抵紧螺栓来调整。上锯轮的调整:松开上锯轮承座后的锁紧螺栓,旋动调节丝杆,上轮轴承座与机身作相对移动,使上轮按下轮的位置在水平面内作调整。介绍一下木工带锯机的操作步骤,正确的操作使得机器寿命增加,减少危险的发生。
1、安全限制开关、锯片夹具指示器和快速释放杆可以保证更好的安全性,长时间工作会影响机器的使用寿命,机身采用铸铁浇灌而成,整个锯木过程都是自动化。
2、自动送料以获得锯切效果,保证锯切平面光滑平整。操作非常简单和容易。保证您所有工作的清洁。
3、整个锯木过程完全由电脑集成控制系统控制锯切厚度,对不同硬度和密度的木材,根据受力情况,选择适合的进料速度。
以上信息,仅供大家参考。了解更多关于木工带锯机的知识文章,请关注我们的网站。
4.数控曲线锯参数名称参数值
1锯轮直径500mm
2上下锯轮中心距700mm
3加工工件大尺寸1250 x 650 x 100 mm
(长x宽x高)
4锯机摆动角度1 450
5工作台纵向行程1350mm
6工作台横向行程750mm
7工作台纵向行走速度0-- lOm/min
8工作台横向行走速度0一l Om/min
9机床外形尺寸2800 x 2500 x 1650mm (长、宽、高)
3.工作时,注意上、下锯轮的滚动轴承有无异常,其温度不得**过60℃。 4.要经常检查校正各部件。用吊线的方法检查上﹑下锯轮是否在一个垂直平面上,若有歪曲现象,以调整上轮为宜,差距过大时,也可调整下轮。上﹑下轮工作一段时间后,总会有些磨损,若经常检查上轮升降系统是否灵活可靠;锯卡升降装置是否上下滑动自如;自动张紧装置是否灵活管用。各零部件有无损坏;各连接部分有无松动等。若发现不正常现象,应及时予以解决。或擦洗加油或修理校正,甚至更换,以保证机床的安全正常运转。
跑车带锯机操作注意事项
(1)使用带锯机前必需准确安装所有安全性防护措施,保证于安全性的条件之下工作。
(2)安全性装置只于关闭了机床总电源情况之下便能拆卸。
(3)操作人员必需了解机床之上所有安全性指导与危险性提示。
(4)只当所有的安全性装置均处于稳定的工作条件之下便去操作机床。
(5)于机床启动后,要确保没有人会由于机床的启动因而遭受伤害。
(6)每一次轻度的错误或是过失均需引起足够的重视,并且要检查机床大约一次。
(7)运输、安装、调试与维修等所有工作只能有专业的人员担任。
(8)对于机床电气的安装、检修,必需改由那些具备相关知识水准,并且熟悉机械传动领域的电气工作人员担任。
(9)定期检查电气设备,及时处理所有松动或是烧坏的电器配件。
锯条的主切削运动是单向、连续的,所以较容易提高切削速度。木工带锯机可以采用单锯制才,实现合理的看才下锯有利于提高出才率和成材质量。在带锯机上可以使用薄锯条,锯路窄,相对的可以减少锯屑的损失。
标签
1、工作台升降应灵活,变速应齐全,定位应准确。
2、上下锯轮的平行度、垂直度及径向跳动应符合设计要求。
3、锯条焊接应牢固,安装定位应准确,松紧度应适宜。
4、跑车运行应平稳,摇头应准确,且与锯轮的平行度应符合设计要求。
5、卡料装置应灵活可靠。
3.操作原因:①上、下手送接不一致。上、下手思想集中,步调一致。 ②锯卡过松或过偏,调整好锯卡。 ③进料速度过快,不均匀。进料保持平稳,遇节减速。 ④锯轮和锯条沾有树脂锯末,及时清除。 ⑤锯齿已钝,不能继续使用,锯条不良,不要勉强使用。
问:带锯涨紧力怎么样调整?
答:多数带锯上都有精确的涨紧力刻度指示,他显示的刻度通常比实际涨紧力大 ,并且是不准确的,只能定性的指示,我使用六台不同的带锯也证实了这个结果,并且随著时间的推移,准确度会更差。 学习了。